


Способы изоляционно-укладочных работ и применяемые механизмы. Изоляционно-укладочные работы на трассе выполняются двумя основными способами - раздельным и совмещенным. При раздельном способе трубы или их секции вначале изолируют на стационарной базе, а затем сваривают на трассе в плети или непрерывную нитку с изоляцией стыков и последующей укладкой трубопровода в траншею. При совмещенном методе сваренный в непрерывную нитку трубопровод укладывает колонна передвигающихся вдоль траншеи машин, осуществляющих одновременную его очистку и изоляцию в полевых условиях.
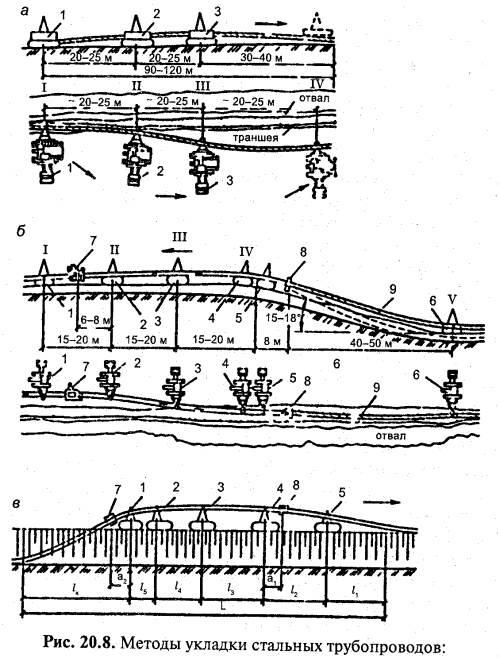
Технологическая последовательность операций при раздельном методе такова: трубопровод сваривают в непрерывную нитку на берме траншеи из изолированных на базе секций труб и затем изолируют на трассе стыки между секциями; отрывают траншею, укладывают трубопровод с бермы траншеи на ее дно с помощью трубоукладчиков и мягких захватов (полотенец), так как применение троллейных подвесок может повредить изоляционное покрытие труб. Укладку трубопровода ведут способом последовательного переезда трубоукладчиков (рис. 20.8, а).
Однако магистральные трубопроводы чаше всего укладывают совмещенным методом, при котором все работы по очистке, изоляции и укладке трубопровода выполняет одна комплексно-механизированная изоляционно-укладочная колонна, имеющая в своем распоряжении всю необходимую технику (рис. 20.8, б).
Изоляционно-укладочные работы совмещенным методом производят с применением кранов-трубоукладчиков, которые с помощью подвижных троллейных подвесок удерживают трубопровод на нужной высоте и перемещаются вдоль трассы, сопровождая самоходные машины (см. рис. 20.8, б). Обычно в комплект машин для выполнения изоляционно-укладочных работ кроме трубоукладчиков входят очистные и изоляционные машины, установки для сушки трубопровода, битумозаправщики и др.
При совмещенном методе укладки магистральных трубопроводов к началу изоляционно-укладочных работ трубопровод на берме траншеи должен быть сварен в непрерывную нитку. Далее на трубопроводе монтируют очистную (ОМ) и изоляционную (ИМ) машины, поднимают его трубоукладчиками, расположенными на определенном расстоянии друг от друга, и начинают движение всей колонны, производя комплексно-механизированным способом очистку, изоляцию и укладку трубопровода в траншею.
Для очистки трубопровода применяют самоходные одно-, двухроторные очистные машины, снабженные скребками и металлическими щетками типа ОМЛ и ОМ (см. рис. 8.1). Эти же машины наносят на очищенную поверхность грунтовочный слой, для этого их оснащают вторым рабочим органом - праймерным устройством. Для очистки и праймирования трубопроводов применяются следующие машины: для труб диаметром 168-325 мм - ОМЛ-8А; 325-529 мм - ОМ-5221; 631-820 мм - ОМЛ-4; для труб диаметром 1020, 1220 и 1420мм - соответственно ОМЛ-12, ОМ-121 и ОМ-1422.
Для изоляции очищенного трубопровода используют самоходные изоляционные машины двух типов: ИМ - для изоляции битумными покрытиями с последующей обмоткой армирующими и защитными рулонными материалами (стеклохолстом, бумагой, бризолом, гидро-изолом); ИЛ — для изоляции трубопровода полимерными лентами. Каждый тип машин выпускается нескольких типоразмеров примерно одинаковой конструкции, которые охватывают весь диапазон труб, используемых на строительстве трубопроводов. Для изоляции труб битумом применяют следующие машины: для труб диаметром 168-299 мм - ИМ-2А; 325-529 мм - ИМ-521; 631-820 мм - ИМ-17; 1020мм - ИМП-7М; 1020-1220 мм - ИМ-121 и для труб диаметром 1420 мм - ИМ-1422 (см. рис. 8.4).
|
Рис. 20.8. Методы укладки стальных трубопроводов: |
В последние годы при строительстве магистральных стальных трубопроводов стали применять комбинированные машины, так называемые комбайны, выполняющие операции очистки и изоляции труб, что очень удобно при производстве работ.
Для изоляции труб липкими полимерными материалами применяют следующие машины: для труб диаметром 351-720 мм - ИМ-6П; 920-1020 мм - ИМ-19; 529-1020 мм - ИМ-25; 1020 мм - комбинированную машину ОИМ-1; для очистки и изоляции труб диаметром 1020-1420 мм - ИЛ-1422. Они движутся по трубопроводу в процессе намотки ленты со скоростью 100-300 м/ч. Машины типа ИЛ для изоляции полимерными лентами и ИМ-1422 имеют по четыре шпули, что позволяет наносить двухслойную изоляцию (см. рис. 8.4).
Технология комплексно-механизированной прокладки трубопроводов колонной машин. Для обеспечения нормальной работы очистной и изоляционной машин в процессе укладки трубопровода его поддерживают трубоукладчиками. Обычно используют пять-шесть трубоукладчиков, а для труб особо больших диаметров (1220-1420 мм) шесть-восемь и даже десять трубоукладчиков.
Характерная схема организации работы изоляционно-укладочной колонны при укладке магистрального стального трубопровода совмещенным метолом работ показана на рис. 20.8, 6. Трубоукладчики 1 и 2 с помощью троллейных подвесок поднимают трубопровод с бермы траншеи для прохождения очистной машины 7, расположенной между ними. Применение троллейных подвесок позволяет трубоукладчикам в-процессе изоляционно-укладочных работ непрерывно перемешаться вдоль траншеи с постоянным подъемом трубопровода.
По мере движения трубоукладчики 1 и 2, имея различные вылеты стрелы, смещают трубопровод в сторону траншеи. Трубоукладчики 3 и 4 поддерживают трубопровод для обеспечения возможности работы изоляционной машины 8, расположенной в конце колонны. Этими же трубоукладчиками смещают опускаемый вниз трубопровод (показан пунктиром) вместе с изоляционной машиной на ось траншеи и, таким образом, изоляцию трубопровода производят непосредственно над траншеей.
Главной особенностью совмещенного метода выполнения изоляционно-укладочных работ механизированной колонной является необходимость непрерывного удержания приподнятого участка трубопровода группой трубоукладчиков (см. рис. 20.8, 6) как при перемещении вдоль трассы, так и при многочисленных технологических остановках в течение смены.
Необходимые расстояния L между трубоукладчиками в зависимости от диаметров трубопровода при совмещенном методе изоляционно-укладочных работ, а также расстояния от очистной и изоляционной машин до трубоукладчиков приведены в табл. 20.2, составленной применительно к общей схеме расстановки машин при укладке стальных магистральных водоводов, рассмотренных на рис. 20.8, в.
Таблица 20.2 Необходимые расстояния между трубоукладчиками, очистной и изоляционной машинами в зависимости от диаметра прокладываемого трубопровода (рис. 20.8, в)
|
Диаметр трубопровода, мм |
Необходимые расстояния, м |
||||||||
|
рабочие |
контрольные |
||||||||
|
l2 |
l3 |
l4 |
l5 |
a1 |
a2 |
l1 |
lK |
L |
|
|
529 |
25 |
30 |
- |
- |
10 |
5 |
30 |
45 |
130 |
|
720 |
30 |
20 |
25 |
- |
19 |
5 |
40 |
65 |
175 |
|
820 |
30 |
20 |
25 |
- |
10 |
5 |
45 |
80 |
185 |
|
1020 |
35 |
30 |
30 |
- |
10 |
5 |
50 |
95 |
225 |
|
1220 |
30 |
30 |
30 |
5 |
10 |
5 |
55 |
100 |
225 |
|
1420 |
35 |
30 |
30 |
5 |
10 |
5 |
65 |
100 |
265 |
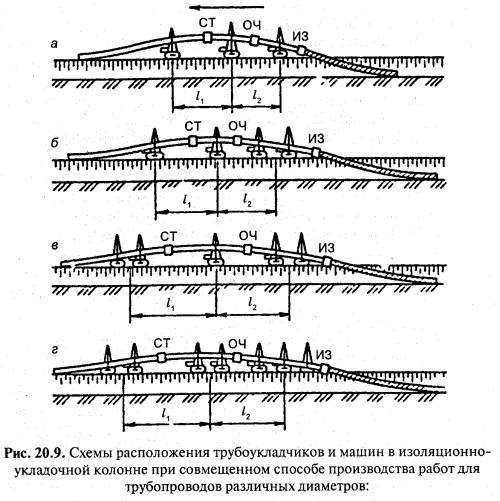
Количество кранов-трубоукладчиков в изоляционно-укладочной колонне зависит от способа прокладки трубопровода и его диаметра. На рис. 20.9 представлены рекомендуемые схемы расположения кранов-трубоукладчиков и сопутствующих машин в колонне для различных диаметров трубопроводов при их прокладке совмещенным методом, а на рис. 20.10 - то же при использовании комбайнов для очистки и изоляции трубопровода. Примерные расстояния между кранами-трубоукладчиками или их группами при этом даны в табл. 20.3.
При раздельном методе прокладки трубопровода рекомендуются другие схемы (рис. 20.1 1), а расстояния между кранами-трубоукладчиками при этом даны в табл. 20.4.
|
Рис. 20.9. Схемы расположения трубоукладчиков и машин в изоляционно-укладочной колонне при совмещенном способе производства работ для трубопроводов различных диаметров: |
Как видно из этих схем, при раздельном методе прокладки трубопровода требуется меньшее количество кранов-трубоукладчиков. Например, если при совмещенном методе для прокладки трубопровода диаметром 1420 мм требуется 7 кранов-трубоукладчиков, то при раздельном методе - всего 4. Это обстоятельство в частности и вынуждает выбирать раздельный метод прокладки трубопроводов при нехватке кранов-трубопроводов, хотя он замедляет прокладку и увеличивает ее трудоемкость.
| УКРУПНИТЕЛЬНАЯ СБОРКА, СВАРКА И ИЗОЛЯЦИЯ СТАЛЬНЫХ ТРУБ НА ТРУБОЗАГОТОВИТЕЛЬНЫХ БАЗАХ< Предыдущая | Следующая >СБОРКА, СВАРКА И ИЗОЛЯЦИЯ ТРУБ И ТРУБНЫХ СЕКЦИЙ |
|---|


